Cat:Ürünler
Esnek boru veya esnek tüp olarak da bilinen sürekli boru, kuyu çalışma, tomrukçuluk ve sondaj vb. Alanlarında yaygın olarak kullanılmaktadır. Üreti...
Ayrıntıları gör
Paslanmaz çelik kaynaklı bobinler Bireysel levhaların veya şeritlerin uçtan uca kaynaklanmasıyla oluşturulan, daha sonra verimli depolama, taşıma ve sonraki işlemler için bobin şeklinde sarılarak oluşturulan sürekli paslanmaz çelik şeritlerdir. Katı bir kütükten çekilen dikişsiz bobinlerin aksine, kaynaklı bobinler, düz haddelenmiş paslanmaz çeliğin yüksek frekanslı elektrik direnç kaynağı (ERW) veya lazer kaynağı yoluyla birleştirilmesiyle üretilir ve öngörülebilir mekanik özelliklere sahip tutarlı bir kesit üretir.
Ortaya çıkan bobin birkaç yüz kilogramdan birkaç tona kadar değişebilir ve genişlikleri genellikle 6 mm'den 2.000 mm'ye ve kalınlıkları 0,1 mm ila 6 mm derecesine ve amaçlanan uygulamaya bağlı olarak. Bu boyutsal çok yönlülük, kaynaklı ruloları yüksek hacimli, rulodan ruloya işleme gerektiren endüstrilerde tercih edilen bir girdi malzemesi haline getirir.
Korozyon direncini, kaynaklanabilirliği ve hizmet ömrünü doğrudan belirlediğinden, paslanmaz çelik kaynaklı bobinleri belirlerken kalite seçimi kritik öneme sahiptir. En yaygın kullanılan kaliteler şunları içerir:
Doğru kaliteyi seçmek, satın almada yaygın ve pahalı hatalar olan aşırı spesifikasyonu (gereksiz maliyet) ve eksik spesifikasyonu (erken başarısızlık) önler.
Paslanmaz çelik kaynaklı ruloların üretimi, nihai kaliteyi ve tutarlılığı belirleyen iyi tanımlanmış bir sırayı takip eder:
Modern üretim hatları, ana metal spesifikasyonunu karşılayan veya aşan kaynak dikişi çekme mukavemetlerine ulaşabilir; bu, kaynak bölgesinin, uygun şekilde üretilmiş bobinlerdeki zayıf nokta olmadığı anlamına gelir.
Yüzey kalitesi yalnızca kozmetik değildir; korozyon direncini, temizlenebilirliği ve şekillendirme işlemlerine uygunluğu doğrudan etkiler. Paslanmaz çelik kaynaklı bobinler için en yaygın yüzeyler şunlardır:
| Bitiş | Açıklama | Tipik Uygulamalar |
|---|---|---|
| 2B | Soğuk haddelenmiş, tavlanmış, salamura edilmiş, deriden geçirilmiş; pürüzsüz, hafif yansıtıcı | Genel mühendislik, gıda ekipmanları, damgalama |
| 2D | Donuk yüzey; cilt geçişi yok; derin çizim için daha iyi | Derin çekilmiş parçalar, pişirme kabı boşlukları |
| BA (Parlak Tavlı) | Kontrollü atmosfer altında tavlanmış; ayna benzeri yüzey | Dekoratif paneller, asansör içleri, cihaz cepheleri |
| 4 numara | Fırçalanmış (doğrusal taneli); Ra 0,2–0,5 µm | Mutfak ekipmanları, mimari kaplama |
Gıda işleme veya ilaç üretimi gibi hijyenik uygulamalar için, Ra ≤ 0,8 µm ürünle temas eden yüzeyler için yaygın olarak kabul edilen üst sınırdır ve 2B veya No. 4 kaplamaları pratik seçimler haline getirir.
Paslanmaz çelik kaynaklı bobinler, geniş bir sektör yelpazesinde rulo şekillendirme, damgalama, boru kaynağı ve hassas dilme işlemleri için girdi malzemesi olarak hizmet vermektedir:
Endüstriyel kullanım için paslanmaz çelik kaynaklı rulo tedarik eden alıcılar, ilgili uluslararası standartlara uygunluğu doğrulamalıdır. Temel kriterler şunları içerir:
Yapısal veya basınç içeren servis için kaynaklı bobinleri tedarik ederken daima bir 3,1 Freze Test Sertifikası (EN 10204 uyarınca) talep edin. Bu belge, kimyasal bileşimi, mekanik test sonuçlarını ve değirmenden son bobine kadar ısı/bobin izlenebilirliğini doğrular.
Sık karşılaşılan bir satın alma sorusu, kaynaklı veya dikişsiz ürünün belirtilmesi gerektiğidir. Yassı haddelenmiş rulo uygulamaları için dikişsiz olması önemli bir ayrım değildir; tüm rulolar düz şeritten üretilir. Kaynaklı ve dikişsiz tartışması öncelikle boru şeklindeki ürünler için geçerlidir; burada:
Çoğu boru imalatçısı için, paslanmaz çelik kaynaklı rulolar %15–30 maliyet avantajı sağlar Eşdeğer dikişsiz oyuklar üzerinde, amaçlanan hizmet koşulunda performanstan ödün vermeden.
Paslanmaz çelik kaynaklı rulo tedarikçilerini değerlendirirken, kilogram başına teklif edilen fiyatın ötesinde aşağıdaki kriterlere dikkat edilmesi gerekir:

Esnek boru veya esnek tüp olarak da bilinen sürekli boru, kuyu çalışma, tomrukçuluk ve sondaj vb. Alanlarında yaygın olarak kullanılmaktadır. Üreti...
Ayrıntıları gör Yüksek Sıcaklık Test Kablosu")
Amaç: Yüksek sıcaklık test kablosu, yüksek sıcaklık test aracı ile birleştirildiğinde, esas olarak ağır yağ üretim kuyularının çok parametreli test...
Ayrıntıları gör
Paslanmaz çelik fiber optik test kablosu, yüksek hassasiyet testleri gerektiren çok çeşitli uygulama senaryoları için paslanmaz çeliğin dayanıklılı...
Ayrıntıları gör
Hidrolik kontrol boru hatlarının kullanımı için talimatlar kılcal olarak da bilinen hidrolik kontrol boru hattı. Esas olarak petrol ve gaz alanları...
Ayrıntıları gör")
Paslanmaz çelik kaplı boru, paslanmaz çeliğin dayanıklılığını plastiğin korunmasıyla birleştiren bir boru sistemidir. Bu boru sistemi genellikle pa...
Ayrıntıları gör
Uygulama alanı: Elektrikli indüksiyon ısıtma sistemi, şirketimiz tarafından özellikle ağır yağ, ultra ağır yağ, yüksek balmumu yağı, su bileşiği...
Ayrıntıları gör
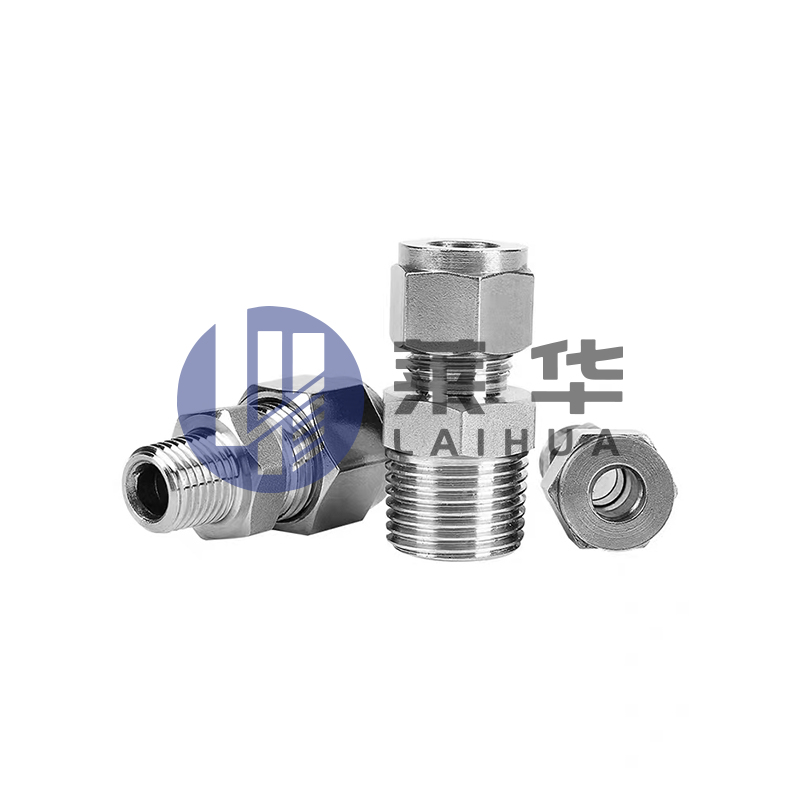
Ferül tipi boru eklemi üç kısımdan oluşur: eklem gövdesi, ferruül ve somun. Kelepçe ve somun çelik boru üzerindeki eklem gövdesine sokulduğunda ve ...
Ayrıntıları gör
Sürekli Boru Skid Winch, sürekli boru işgücü (CTW) ve kızağın tasarım özelliklerini birleştiren ve petrol sahası gelişimindeki çeşitli operasyonel ...
Ayrıntıları görE-posta:
Telefon: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Adres: 3 Xinyuan Yolu, Nanmo Town Endüstri Parkı, Hai'an City, Nantong City, Jiangsu Eyaleti, Çin
QR kodu
cep telefonu
Telif Hakkı © Jiangsu Laihua Petroleum Equipment Co., Ltd.




Bize Ulaşın