Cat:Ürünler
Esnek boru veya esnek tüp olarak da bilinen sürekli boru, kuyu çalışma, tomrukçuluk ve sondaj vb. Alanlarında yaygın olarak kullanılmaktadır. Üreti...
Ayrıntıları gör
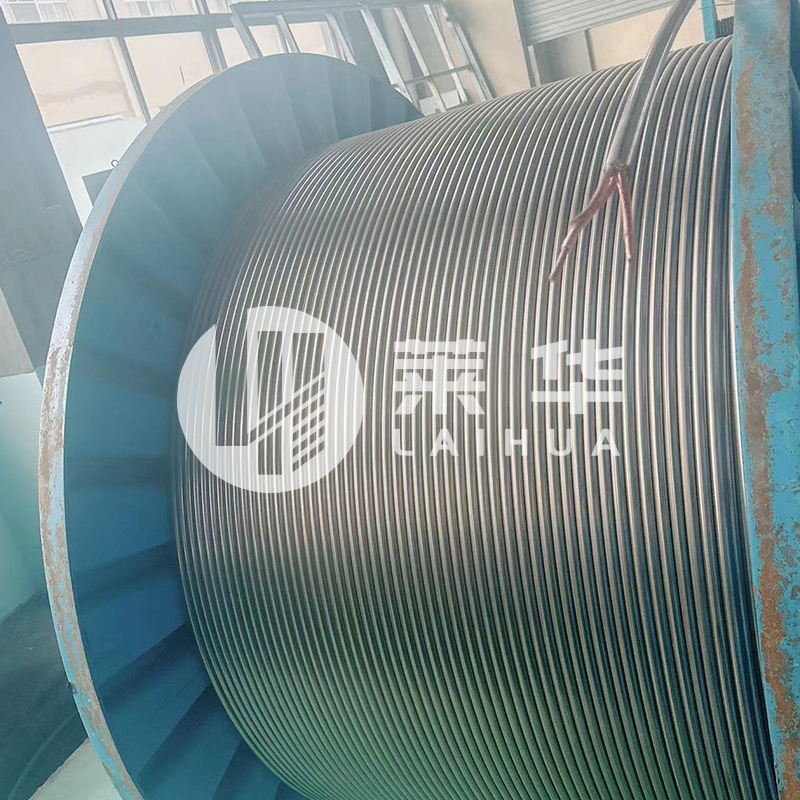
Paslanmaz çelik kaynaklı boru bobinleri sıvı ve gaz taşımacılığı için güvenilir, uygun maliyetli bir çözüm sunar; Yüksek mekanik mukavemet ile olağanüstü korozyon direnci . Düz paslanmaz çelik şeritlerin sürekli olarak haddelenmesi ve kaynaklanmasıyla boru şeklinde bir şekle getirilerek ve daha sonra kolay kullanım ve kurulum için sarılarak oluşturulurlar. Bu ürün, uzun, kesintisiz çalışmaların ve tutarlı iç yüzeylerin kritik olduğu petrokimya işleme, hidrolik enstrümantasyon ve gıda sınıfı sıvı transferi gibi endüstrilerde yaygın olarak kullanılmaktadır.
Dikişsiz alternatiflerle karşılaştırıldığında, kaynaklı bobinler daha sıkı boyut toleransları ve daha fazla uzunluk tutarlılığı sağlar; Bobin başına 1.000 metre . Bu, onları, yerinde bağlantı azaltımının zamandan tasarruf sağladığı ve potansiyel sızıntı yollarını en aza indirdiği ısı eşanjörü imalatı ve hat ısıtma sistemlerinde özellikle değerli kılar.
Kaynaklı boru bobininin performansı temel olarak alaşım bileşimi tarafından belirlenir. Doğru kalitenin seçimi belirli ortamlarda servis ömrünü belirler.
Tip 304 ve 304L en yaygın seçimlerdir ve iyi oksidasyon direnci sağlar. 870 santigrat derece . Klorür seviyelerinin düşük olduğu süt ürünleri hatları, mimari kaplamalar ve kimyasal taşıma için uygundurlar. 304L'deki düşük karbon içeriği kaynak sonrası tanecikler arası korozyonun önlenmesine yardımcı olur.
Tip 316 ve 316L, klorürlere ve endüstriyel solventlere karşı direnci önemli ölçüde artıran molibden ile güçlendirilmiştir. Bu, onları deniz ortamları, farmasötik işleme ve kıyı ısı eşanjörleri için standart haline getirir. Çukurlaşmaya karşı dirençleri ölçülebilir derecede daha yüksektir; Çukurlaşma Direnci Eşdeğer Sayısı tipik olarak 25 .
Hem yüksek mukavemet hem de mükemmel klorür stresli korozyon çatlama direnci gerektiren uygulamalar için 2205 gibi dubleks kaliteler belirtilir. Yaklaşık olarak eşit miktarda östenit ve ferrit içeren bir mikro yapıya sahip olan bu kaynaklı bobinler, azaltılmış duvar kalınlığında geleneksel 300 serisi çeliklerden çok daha yüksek basınçları kaldırabilir ve göbek kablolarında ve deniz altı hidrolik hatlarında ağırlık tasarrufu sağlar.
Manuel kaynaktan otomatik hadde üretimine geçiş, uzunlamasına kaynak dikişinin güvenilirliğini artırdı. Modern boru fabrikaları, çoğunlukla ana malzemenin mukavemetine uygun bir dikiş üretmek için yüksek frekanslı indüksiyon veya lazer kaynak yöntemlerini kullanır.
Şerit bir dizi silindir aracılığıyla oluşturulduktan sonra kenarlar ısıtılır ve dolgu metali olmadan basınç altında birbirine kaynaştırılır. Dış ve iç kaynak boncukları genellikle kontrollü bir kazıma işlemiyle çıkarılır ve pürüzsüz bir yüzey profili oluşturulur. Tüp daha sonra kontrollü atmosfer fırınında parlak tavlamadan geçerek tane yapısını eski haline getirir ve termal renk bozulmasını giderir. Sonuç, aşağıdaki özellikleri sergileyen bir kaynak dikişidir: ana malzemeye benzer tane yapıları döngüsel basınç uygulamalarında yorulma ömrü için çok önemli bir faktördür.
Dikişsiz ve kaynaklı boru bobinleri arasındaki seçim basınç derecesine, maliyete ve gereken uzunluğa göre yapılmalıdır. Aşırı yüksek basınç uygulamaları için geleneksel olarak dikişsiz borular tercih edilirken, kaynak teknolojisindeki gelişmeler bu performans açığını daraltmıştır.
| Özellik | Kaynaklı Rulolar | Dikişsiz Bobinler |
|---|---|---|
| Maksimum Uzunluk | 1.500 metrenin üzerinde | Genellikle 200 metreden az |
| Et Kalınlığı Toleransı | / - 0,05 mm tipik | / - Nominal duvarın %10'u |
| Maliyet Verimliliği | Daha düşük hammadde ve işleme maliyeti | Sıcak ekstrüzyon işlemi nedeniyle daha yüksek |
Kaynaklı bobinler uzun devre gerektiren uygulamalarda açıkça avantajlıdır. Örneğin, bir rafineri boyunca uzanan bir kimyasal enjeksiyon hattında, tek bir kaynaklı bobin, aksi takdirde daha kısa dikişsiz uzunlukların bağlanmasından kaynaklanacak düzinelerce potansiyel sızıntı noktasını ortadan kaldırır.
Bobinler hassas dış çap aralıklarında tedarik edilir; genellikle 1/8 inç (3,18 mm) ila 1 inç (25,4 mm) 0,5 mm'den 3 mm'ye kadar et kalınlıkları mevcuttur. Sarma işleminin kendisi, borunun montaj sırasında düzleştiriciler ve bükücülerden sorunsuz bir şekilde beslenmesini sağlamak için tutarlı ovallik kontrolü gerektirir.
Yüzey kaplamaları temizlenebilirliği ve akışkan dinamiğini doğrudan etkiler. Enstrümantasyon ve hidrolik bobinler için standart kaplama genellikle parlak tavlamadır ve bu da pürüzsüz, yansıtıcı bir yüzey sağlar. Yarı iletken imalatındaki ultra yüksek saflıkta gaz hatları için, elektro-parlatılmış kaynaklı bobinler, yüzey pürüzlülüğünü Ra 0,25 mikrometre veya daha az . Bu, partikül yapışmasını ve gaz çıkışını en aza indirir.
Kaynaklı boru bobinlerinin çok yönlülüğü, bunların son derece zorlu sektörlerde benimsenmesine yol açmıştır. Aşağıdaki liste, belirli özelliklerinin doğrudan işlevsel fayda sağladığı yerleri vurgulamaktadır.
Tahribatsız muayene, sertifikalı kaynaklı bobinlerin tedariğinin ayrılmaz bir parçasıdır. Girdap akımı testi, üretim hızlarındaki küçük delikleri, dikiş çatlaklarını ve boyutsal değişiklikleri tespit edebilen birincil hat içi yöntemdir. Kritik servis için tüm bobin uzunlukları hidrostatik basınç testine tabi tutulabilir. 5.000 psi'yi aşan basınçlar Yapısal bütünlüğü doğrulamak için.
Numune kesitler üzerindeki mekanik testler, kaynak zayıflığını ortaya çıkarmak için ters düzleştirme ve genişletme testlerini içerir. Sağlam bir kaynak, kaynağın sıkıştırma kuvvetine 90 derece açıyla çatlamadan yerleştirildiği düzleştirme testine dayanmalı ve bu da sahada dar yarıçaplı bükme için gerekli sünekliği teyit etmelidir.
Doğru kullanım bobinin bütünlüğünü korur. Çapı en az olan ödeme makaralarının kullanılması tavsiye edilir. Tüp dış çapının 20 katı bükülmeyi önlemek için. Karmaşık artık gerilimler oluşturabilecek bir bükülmenin ortaya çıkmasını önlemek için kangal açma işlemi düz bir çizgide yapılmalıdır.
Sahada bükme yaparken, boru çapının üç katı minimum bükülme yarıçapı standart uygulamadır. Enstrümantasyon çalışmaları için uygun yarıçaplı bloklara sahip el bükücüler, dış yarıçap duvarının düzleşmesini önler. Bazı karbon çeliği ürünlerinden farklı olarak, parlak tavlanmış yüzey, bükme takımlarından yağı çıkarmak için uygun bir solvent ile basit bir silme işlemi dışında, bükme sonrası kimyasal temizlik gerektirmez.
Esnek boru veya esnek tüp olarak da bilinen sürekli boru, kuyu çalışma, tomrukçuluk ve sondaj vb. Alanlarında yaygın olarak kullanılmaktadır. Üreti...
Ayrıntıları gör Yüksek Sıcaklık Test Kablosu")
Amaç: Yüksek sıcaklık test kablosu, yüksek sıcaklık test aracı ile birleştirildiğinde, esas olarak ağır yağ üretim kuyularının çok parametreli test...
Ayrıntıları gör
Paslanmaz çelik fiber optik test kablosu, yüksek hassasiyet testleri gerektiren çok çeşitli uygulama senaryoları için paslanmaz çeliğin dayanıklılı...
Ayrıntıları gör
Hidrolik kontrol boru hatlarının kullanımı için talimatlar kılcal olarak da bilinen hidrolik kontrol boru hattı. Esas olarak petrol ve gaz alanları...
Ayrıntıları gör")
Paslanmaz çelik kaplı boru, paslanmaz çeliğin dayanıklılığını plastiğin korunmasıyla birleştiren bir boru sistemidir. Bu boru sistemi genellikle pa...
Ayrıntıları gör
Uygulama alanı: Elektrikli indüksiyon ısıtma sistemi, şirketimiz tarafından özellikle ağır yağ, ultra ağır yağ, yüksek balmumu yağı, su bileşiği...
Ayrıntıları gör
Ferül tipi boru eklemi üç kısımdan oluşur: eklem gövdesi, ferruül ve somun. Kelepçe ve somun çelik boru üzerindeki eklem gövdesine sokulduğunda ve ...
Ayrıntıları gör
Sürekli Boru Skid Winch, sürekli boru işgücü (CTW) ve kızağın tasarım özelliklerini birleştiren ve petrol sahası gelişimindeki çeşitli operasyonel ...
Ayrıntıları görE-posta:
Telefon: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Adres: 3 Xinyuan Yolu, Nanmo Town Endüstri Parkı, Hai'an City, Nantong City, Jiangsu Eyaleti, Çin
QR kodu
cep telefonu
Telif Hakkı © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Bize Ulaşın